BMW 5 Series: Crankcase
Honing process
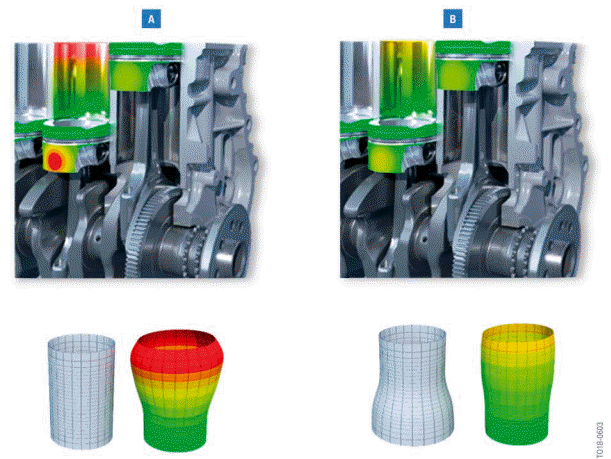
Honing process "old/new"
- Previous manufacturing process of internal cylindrical honing
- New manufacturing process of form honing
The cylindrical bore hole of a combustion engine becomes deformed during the operating condition by thermal loads. Form honing allows this deformation to be achieved in production, so that there is an almost cylindrical shape in the operating condition. This has a positive effect on the emissions quality, oil and fuel consumption, as well as output and wear.
READ NEXT:
 Chain drive
Chain drive
Features:
Chain drive at the side of the engine emitting the forces
Single-part chain drive for driving the camshafts
Single sleeve-type chain 8 mm
Electric motor of the combined oil-vacuum
Chain track
Comparison between chain track of B58 engine and B58TU engine
Chain track, two-part timing chain drive B58 engine
Chain track, single-part timing chain drive B58TU engine
6-cylinder engine
Up
SEE MORE:
System limits
General information
The system cannot be activated or meaningfully
used in certain situations.
Safety information
Warning
The system is designed to operate in certain
conditions and circumstances. Due to conditions
or other factors, the system may not respond.
There may be a risk of accident or ris
Concierge service
Concept
The Concierge service offers information on
events, gas stations or hotels, and provides
phone numbers and addresses. A voice connection
to the Concierge service is established for
this purpose. Many hotels can be booked directly
by the BMW Concierge service. The Concierge
service is part of
© 2019-2026 Copyright www.bmw5g30.com
